塑胶射出成型问题诊断 产品与模具设计的核心考量

在塑胶射出成型领域,产品质量的优劣与生产效率的高低,很大程度上取决于产品设计与模具设计的协同性与合理性。当生产过程中出现缺陷时,从产品与模具设计的角度进行系统性诊断,往往是解决问题的根本途径。
一、 常见成型问题与设计关联性诊断
- 短射(充填不足):
- 产品设计:检查肉厚是否过薄,或是否存在急剧的厚度变化,导致熔胶流动阻力过大、过早冷却。
- 模具设计:评估浇口位置、数量与尺寸是否合理,流道系统(主/次流道、冷料井)设计能否确保熔胶顺畅、平衡地充满模穴。排气槽的深度与位置是否足够,以避免困气阻碍充填。
- 毛边(批锋):
- 产品设计:过大的投影面积可能超出机台锁模力承受范围。
- 模具设计:检讨模具钢材强度、模仁刚性是否足够。分模面的贴合精度、滑块与斜销等活动部件的配合间隙是关键。排气槽若过深也可能导致毛边。
- 凹陷与空洞:
- 产品设计:过厚的肉厚区域在冷却时,外部先固化,内部收缩形成真空导致凹陷或空洞。应采用均一肉厚原则,必要时以肋骨强化。
- 模具设计:检讨冷却水路设计是否能对厚肉区域进行有效且均匀的冷却。浇口尺寸过小可能导致保压补缩效果不足。
- 翘曲变形:
- 产品设计:不对称的肉厚分布、强烈的肋骨与肉厚差异,会导致冷却收缩不均,产生内应力而变形。
- 模具设计:冷却水路布局必须与产品形状匹配,确保冷却速率一致。顶出系统(位置、数量、方式)设计不当,可能在产品未完全冷却时施加不均匀的力,导致变形。
- 结合线(熔合线)与流痕:
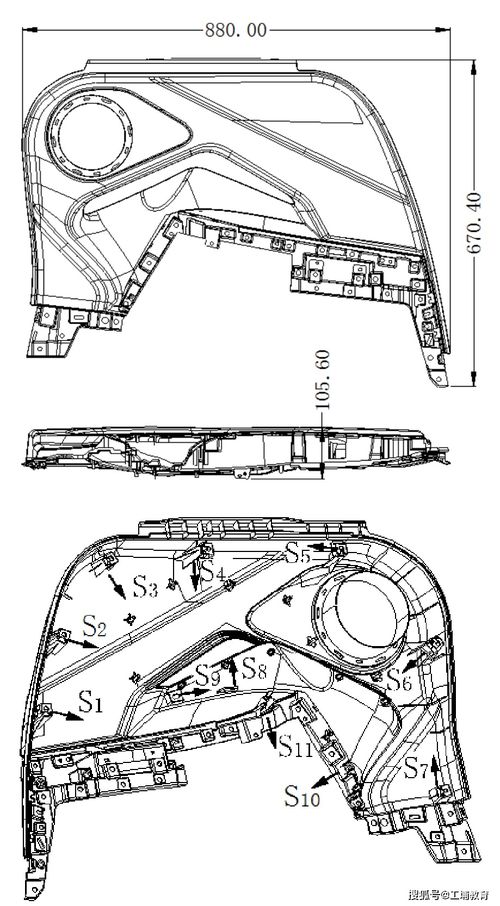
- 产品设计:孔洞、镶嵌件或剧烈几何变化,会迫使熔胶分流后再汇合,容易形成明显的结合线。
- 模具设计:通过调整浇口位置,改变熔胶汇合的角度与压力,可以改善结合线强度与外观。适当的排气能减少流痕。
二、 面向卓越制造的协同设计原则
- 可制造性设计:在产品设计初期,即需融入射出成型思维。遵循均一肉厚、添加适当拔模斜度、避免尖角、规划合理的分模线等原则,从源头降低成型难度与缺陷风险。
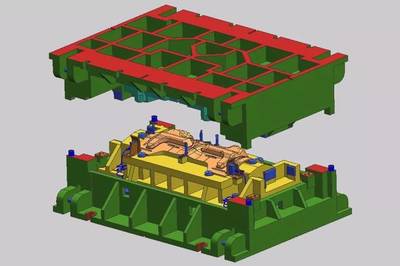
- 模具设计的前瞻性:模具设计不仅是复制产品形状,更是成型工艺的载体。需综合考虑:
- 浇注系统:平衡流道、热流道或冷流道的选择,以实现快速、平衡充填与材料节省。
- 冷却系统:高效、均匀的冷却设计是缩短周期、稳定品质的核心。
- 顶出与排气系统:确保产品顺利脱模且无真空吸附,同时排除模穴内气体。
- 钢材选择与表面处理:依据塑料特性、产量与品质要求,选择合适的模具钢材与表面处理(如抛光、咬花、镀层),以延长模具寿命并满足产品外观需求。
- 利用模流分析进行虚拟验证:在模具加工前,运用CAE模流分析软件进行模拟,可以预测充填模式、压力分布、冷却效率、收缩翘曲趋势等,提前发现潜在的设计缺陷并进行优化,大幅减少试模次数与成本。
结论:塑胶射出成型问题的解决,不能仅停留在调整成型参数(温度、压力、速度、时间)的层面。深入剖析产品设计与模具设计之间的内在联系,从结构根源上进行优化,才是实现稳定、高效、高品质生产的关键。优秀的设计是预防问题的最佳策略,它使得后续的成型工艺控制变得更加简单与可靠。
如若转载,请注明出处:http://www.0755898.com/product/83.html
更新时间:2026-06-19 15:35:14