Pro/E模具设计技巧 高效精准的零件图尺寸标注法
在Pro/E(Creo)模具设计中,零件图的尺寸标注不仅是传递制造信息的媒介,更是确保模具加工精度与装配顺畅的关键环节。掌握科学、规范的尺寸标注技巧,能极大提升设计效率,减少后期修改与沟通成本。本文将重点介绍Pro/E模具设计中零件图尺寸标注的核心原则与实用技巧。
一、 基准先行,定位明确
模具零件多为精密机加工件,建立清晰、唯一的尺寸基准体系是首要任务。
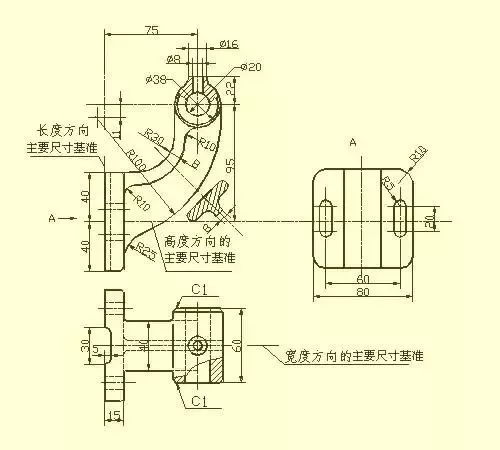
- 基准选择:优先选择零件在模具中的定位基准(如分型面、中心对称面、重要安装面)或加工过程中首先使用的工艺基准作为尺寸标注的基准。通常以三个相互垂直的基准面(A、B、C)构成基准体系。
- 基准标注:在Pro/E工程图中,应使用【基准特征符号】清晰标示出基准面或基准轴。所有定位尺寸应直接从这些基准出发进行标注,形成“坐标式”或“链式”标注,避免封闭尺寸链,以消除累积误差。
二、 结构清晰,分类标注
模具零件结构复杂,需按功能区域进行分组标注,使图纸一目了然。
- 成型部分尺寸:对于型芯、型腔等直接构成产品形状的部分,其尺寸公差要求极高。应集中标注,并明确给出脱模斜度、圆角半径、表面粗糙度等工艺要求。关键配合尺寸或影响产品外观的尺寸,需用框格标出公差。
- 结构部分尺寸:如固定板、垫板上的螺丝孔、导柱导套孔、冷却水道等。这类尺寸应以保证装配关系为核心进行标注。例如,一组螺钉孔应采用“理论正确尺寸”定位,并标注均布要求,而非逐个坐标标注。冷却水道需清晰标注孔径、深度、中心距及接口螺纹规格。
- 工艺辅助尺寸:如避空位、让刀槽等,可单独标注或加以说明,通常公差要求较宽松。
三、 活用Pro/E工具,智能标注
充分利用Pro/E软件的智能化功能,可以事半功倍。
- 驱动尺寸与从动尺寸:尽量使用模型中已有的“驱动尺寸”(即创建特征时定义的尺寸)进行标注,以保证工程图与三维模型的“参数化关联”。修改模型时,工程图尺寸自动更新,确保一致性。谨慎添加“从动尺寸”(手动标注的尺寸),并注意其与驱动尺寸的协调,避免过约束。
- 显示与拭除:使用【显示模型注释】功能,可批量显示选定特征的所有驱动尺寸、注释等,然后进行筛选和整理,效率远高于手动逐个标注。
- 几何公差与符号:Pro/E提供了丰富的几何公差(形位公差)标注工具和模具常用符号库(如基准目标、曲面轮廓等)。应规范使用,确保符合国家标准或企业标准。
- 图层与注释管理:将不同类型的尺寸(如成型尺寸、结构尺寸)、中心线、注释等放置在不同的图层上,便于整体显示、隐藏或出图控制,使图纸整洁有序。
四、 标注实践要点与禁忌
1. 要点:
* 完整不冗余:尺寸必须足够制造和检验,但每一个尺寸都应有其唯一作用,避免重复。
- 合理布局:尺寸线排列整齐,间隔均匀,尽量避免交叉。尽量将尺寸标注在视图轮廓之外,保持图形清晰。
- 考虑加工顺序:标注方式应尽可能反映零件的加工工序,便于机加工师傅识图。
- 禁忌:
- 避免在虚线或中心线上标注尺寸。
- 避免封闭尺寸链,必须封闭时,应选择一个最不重要的尺寸作为“封闭环”,并用括号标示为参考尺寸。
- 关键配合尺寸或成型尺寸,避免从非基准的粗糙表面引出。
****
优秀的Pro/E模具零件图尺寸标注,是设计思维与制造工艺的完美融合。它要求设计师不仅精通软件操作,更要深刻理解模具结构、加工工艺与装配需求。通过坚持基准原则、活用软件工具、进行清晰分类,并时刻以“为制造而设计(DFM)”的理念来审视标注,方能绘制出专业、高效、零误解的模具零件图,为后续的制造与装配奠定坚实的基础。
如若转载,请注明出处:http://www.0755898.com/product/70.html
更新时间:2026-06-19 08:59:45