干货分享 塑胶模具设计常用知识点Part 2 - 模具设计核心要素详解

在上一部分我们探讨了塑胶模具的基础概念与材料选择后,本部分将深入核心的模具设计环节。模具设计直接决定了产品质量、生产效率与模具寿命,是理论与经验紧密结合的关键阶段。
一、 分型面设计原则
分型面是动模与定模的接触面,其设计至关重要。
- 首要原则:必须开设在产品轮廓最大处,确保产品能顺利脱模。
- 考虑外观:尽量将分型线设置在非外观面或隐蔽处,避免影响产品美观。
- 利于排气:分型面是主要的排气通道,设计时应考虑使型腔气体能顺畅排出。
- 保证精度:分型面应尽量简单平整,避免复杂的曲面,以方便加工并保证合模精度。
- 方便加工:优先采用平面分型,其次是斜面,最后才考虑曲面分型。
二、 浇注系统设计要点
浇注系统(主流道、分流道、浇口)是塑料熔体进入型腔的通道。
- 主流道:通常位于模具中心,连接注塑机喷嘴。其锥度一般为2°-6°,以便脱出流道凝料。
- 分流道:截面形状优先选用圆形(效率最高),其次为梯形。布局应遵循平衡式原则,确保各型腔同时充填。
- 浇口:是连接流道与型腔的关键“阀门”。
- 侧浇口:最常用,加工简单,适用于多数产品。
- 点浇口:适用于外观要求高的壳体类产品,能自动切断,但模具结构复杂。
- 潜伏式浇口:兼具侧浇口和点浇口的优点,脱模时可自动拉断。
- 设计核心:浇口尺寸需通过模流分析或经验确定,太小会导致充填不足、压力过大;太大会导致去除困难、疤痕明显。
三、 冷却系统设计精髓
冷却时间约占整个注塑周期的70%以上,高效均匀的冷却系统是提高生产效率的关键。
- 水道布置:应紧跟型腔轮廓,保持与型腔表面距离基本一致(通常为水道直径的1.5-3倍),以实现均匀冷却。
- 水道直径:常用φ8mm, φ10mm, φ12mm。大模具、深型腔可考虑采用隔水片式喷流管或螺旋式水道。
- 流向与串联:冷却水应从模温高处流入,低处流出。多组水道应并联优先,避免串联过长导致末端水温过高,冷却效果下降。
- 密封与防漏:水道交接处必须使用密封圈(O型圈),并设计足够强度的堵头。
四、 顶出系统设计考量
顶出系统负责将冷却固化后的产品从型芯上脱出。
- 顶出方式:
- 顶针顶出:最普遍,需布置在脱模阻力大、产品强度足够的位置。
- 司筒(套管)顶出:用于圆柱位深、无法做斜顶的BOSS柱脱模。
- 推板顶出:适用于深腔薄壁壳体类产品,脱模平稳,不留顶痕。
- 斜顶(内行位):兼具顶出和内侧抽芯功能,用于产品内部有倒扣的情况。
- 设计原则:顶出应平稳、均衡、有力。顶针布置需对称、靠近包紧力大的区域,防止产品顶白或变形。复位杆必须配备,确保合模前顶出系统完全复位。
五、 排气系统设计
型腔内残留的空气和塑料分解产生的气体必须及时排出,否则会引起充填不满、烧焦、困气等缺陷。
- 主要排气途径:分型面是首要排气位置,可在分型面上围绕型腔开设深度0.02-0.04mm的排气槽。
- 辅助排气:在顶针、镶件、司筒的配合间隙处(单边0.02-0.04mm)自然排气。对于深腔困气处,可专门设置排气镶针或排气钢。
- 真空排气:对于要求极高的精密模具,可设计主动抽真空系统。
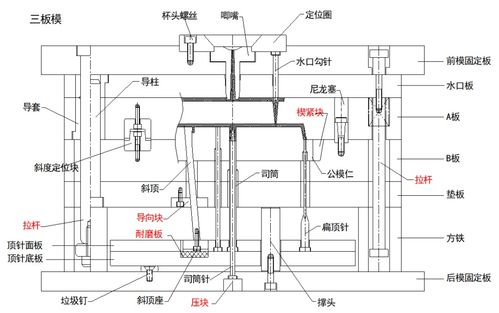
六、 结构件设计规范
- 导向定位系统:包括导柱、导套,确保动定模精准合模。中大型模具需增加锥面定位块(边锁),防止侧向偏移。
- 支撑与平衡:模脚(方铁)要有足够高度,为顶出机构提供空间;同时需在动模底板和顶针板之间加设支撑柱,防止模板在注塑压力下变形。
****:优秀的模具设计是空间想象力、机械原理、材料科学和实战经验的结晶。每一个细节——从分型面的走向到一根顶针的直径——都需要严谨计算和周全考量。设计者必须时刻牢记“模具是为高效生产优质产品而服务”这一根本宗旨,在满足功能的前提下,追求结构的简洁、可靠与工艺的可行性。建议初学者多研究成熟案例,并结合CAE模流分析软件进行验证,不断积累,方能将书本上的“干货”转化为手中可靠的图纸。
如若转载,请注明出处:http://www.0755898.com/product/97.html
更新时间:2026-06-19 05:47:38