汽车左后门板大型注塑模设计要点解析
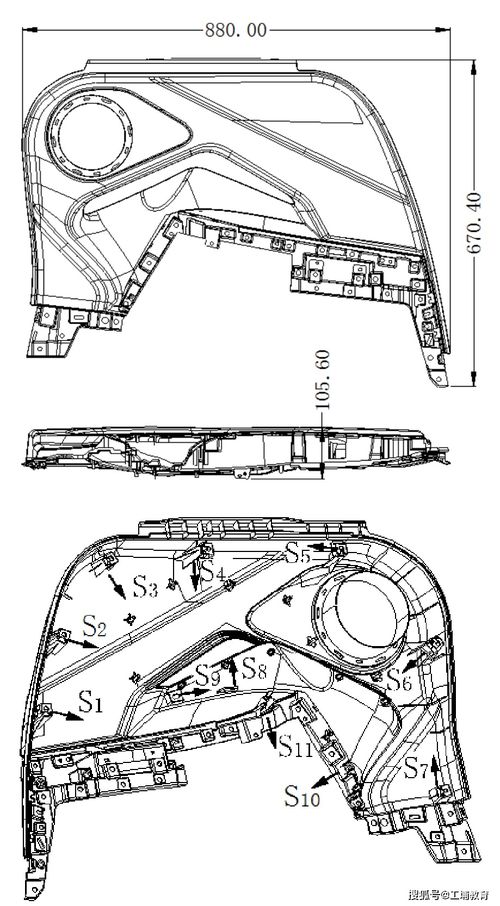
汽车门板作为车身重要的内外饰件,其注塑成型质量直接影响整车的安全、美观与性能。左后门板因其特定的结构和功能要求,其大型注塑模具的设计尤为关键。本文将系统讲解汽车左后门板大型注塑模设计的核心要点。
一、 产品分析与前期规划
- 材料选择与收缩率:门板常采用PP+EPDM-TD20等改性聚丙烯材料,兼具韧性、刚度和耐候性。设计时需精确计算并预留材料收缩率(通常约1.2%-1.8%),确保产品尺寸稳定。
- 拔模斜度:门板造型复杂,存在大量深筋、倒扣。必须保证所有特征(尤其是皮纹面)具备足够的拔模斜度(通常皮纹面需3°以上,光面需1°以上),以确保顺利脱模且不拉伤表面。
- 分型线设计:分型线应尽可能设置在门板棱线或隐蔽位置,以隐藏熔接痕和飞边,保证外观质量。对于大型门板,常采用复杂的三维分型面。
二、 模具结构设计核心要点
- 浇注系统:
- 浇口形式:优先采用热流道多点针阀式浇口。其优点在于可平衡充填、减少熔接痕、实现顺序控制以消除气纹,并能自动切断浇口。浇口位置通常设在门板内侧非外观区域,如加强筋或装配结构处。
- 流道平衡:需通过模流分析(如Moldflow)优化流道尺寸与布局,确保塑料熔体能够同时、均匀地填充型腔,防止因填充不均导致的翘曲、缩痕等问题。
- 冷却系统:
- 高效的冷却系统是保证大型门板生产周期和尺寸精度的关键。应采用随形冷却水路,特别是针对门板主体、大型筋位等厚壁区域,确保冷却均匀。
- 通常采用“直通水管+隔水片+喷泉管+铍铜镶件”的组合式冷却方案,以最大化冷却效率。
- 顶出与排气系统:
- 顶出系统:由于门板面积大、结构复杂,需采用“顶针+扁顶针+推块+气辅顶出”的复合顶出方案。顶出布局必须均衡,防止产品顶白或变形。对于深筋部位,常设计镶件顶出。
- 排气系统:充分排气是避免困气、烧焦等缺陷的必要条件。除分型面排气槽外,应在最后填充区域、筋位底部及顶针/镶件位置开设微型排气槽或排气镶件。
- 侧向抽芯机构:门板内侧常有卡扣、安装孔等倒扣结构,需设计斜顶、滑块等侧向抽芯机构。设计时需保证其运动顺畅、刚性强,并充分考虑润滑与防尘。
- 模具强度与导向:
- 模架需选用高强度钢材(如S50C预硬钢),并加设大量支撑柱与锥面定位块,以承受巨大的注塑压力,防止模板变形。
- 导向系统需格外精密,除四角导柱导套外,常增设中导柱、边锁或锥面定位,确保动定模在高压下精准对合,保证产品精度与皮纹完美转印。
三、 制造与试模注意事项
- 型腔表面处理:外观面需进行精细的皮纹蚀刻或抛光处理,蚀刻前需充分验证皮纹效果。
- 试模验证:试模阶段应重点关注填充平衡性、熔接痕位置、翘曲变形量及缩痕情况。根据试模结果,对冷却水路、浇口尺寸或排气进行微调优化。
- 维护性设计:模具设计之初就应考虑维护便利性,如易损镶件、滑块、顶针的可更换性,以及水路、气路的快速接口设计。
汽车左后门板大型注塑模是一项综合性极强的工程,成功的关键在于将产品需求、材料特性、模流分析、精密加工与丰富的实践经验深度融合。唯有在每个细节上精益求精,才能实现高质量、高效率、长寿命的稳定生产。
如若转载,请注明出处:http://www.0755898.com/product/94.html
更新时间:2026-06-19 02:52:22