一文掌握塑胶模具产品倒扣的内滑块结构设计原理

在塑胶模具设计中,产品倒扣(又称倒扣或负角)是一个常见但具有挑战性的结构问题。当塑件存在倒扣时,常规的开模方式无法使其顺利脱模,这时就需要采用滑块或内滑块结构来解决。内滑块结构是其中一种高效的设计方案,特别适用于倒扣位于塑件内部或难以设计外部滑块的情况。本文将系统解析内滑块结构的设计原理,帮助读者快速掌握其核心要点。
一、倒扣与内滑块的基本概念
1. 倒扣的定义与识别
倒扣是指塑件中与开模方向不一致的凹凸结构,导致模具无法直接开模取出产品。常见的倒扣包括内部凹槽、侧孔、卡扣等。在设计前,必须通过3D模型分析,识别所有倒扣区域,并确定其方向和深度。
2. 内滑块的作用
内滑块是一种在模具内部移动的组件,用于在开模前或开模过程中脱离倒扣区域。其核心功能是在模具分型前完成对倒扣的抽离,从而避免产品损坏。与外部滑块相比,内滑块结构更紧凑,适用于空间受限或外观要求高的产品。
二、内滑块结构的设计原理
1. 工作原理
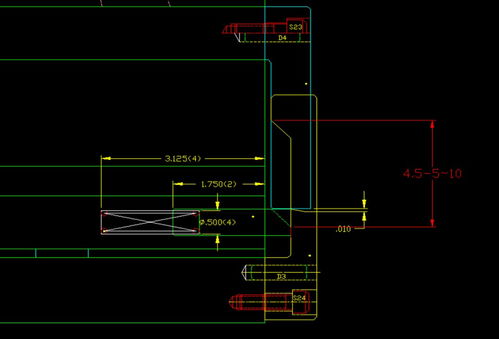
内滑块通常通过斜导柱、油缸或弹簧驱动。在开模过程中,斜导柱推动滑块沿预设方向移动,使滑块从倒扣中抽出;合模时,滑块复位。设计时需确保滑块的移动方向与倒扣脱模方向一致,并计算抽芯距离,通常需大于倒扣深度1-2mm以保证完全脱离。
2. 关键设计要素
- 抽芯距离计算:抽芯距离必须覆盖倒扣的整个深度,并留有余量。公式为:抽芯距离 = 倒扣深度 + 安全余量(通常1-2mm)。
- 驱动方式选择:斜导柱适用于简单结构;油缸或液压系统适用于长行程或复杂动作;弹簧驱动则用于小倒扣和低成本方案。
- 滑块材料与热处理:滑块材料需具备高耐磨性和强度,常用材料如P20、H13,并经过热处理以提高寿命。
- 冷却与排气设计:内滑块区域易产生热量积聚和气体困留,需设计冷却水路和排气槽,防止产品缺陷。
3. 结构优化建议
- 采用自锁设计,防止滑块在注塑压力下后退。
- 滑块与模仁的配合间隙需严格控制,一般控制在0.02-0.05mm,以避免飞边和磨损。
- 对于复杂倒扣,可设计多段式滑块或斜顶结构组合,提升脱模效率。
三、设计流程与注意事项
1. 设计流程
1. 分析产品3D模型,标记所有倒扣区域。
2. 确定内滑块的移动方向和抽芯距离。
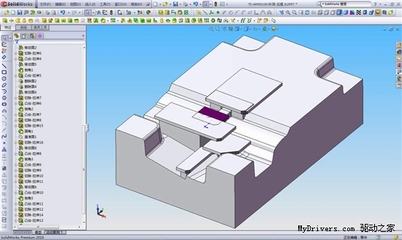
3. 选择驱动方式并设计滑块结构(包括滑块头、滑块座和导向组件)。
4. 模拟运动过程,检查干涉和可行性。
5. 细化设计,添加冷却、排气和耐磨处理。
6. 进行模具试模和调整。
2. 常见问题及解决方案
- 滑块卡死:原因可能为间隙过小或润滑不足,需优化配合间隙并添加润滑槽。
- 产品拉伤:滑块表面粗糙度不足或抽芯速度过快,建议抛光滑块表面并控制驱动速度。
- 寿命短:材料选择不当或热处理不足,应升级材料并加强热处理工艺。
四、实际应用案例
以一款电子外壳为例,其内部有卡扣倒扣结构。通过设计内滑块,采用斜导柱驱动,抽芯距离为5mm(倒扣深度3mm + 安全余量2mm),并在滑块头部添加冷却水路。试模后,产品脱模顺利,无拉伤或变形,生产效率提升20%。
内滑块结构是解决塑胶模具倒扣问题的关键设计之一。掌握其原理和设计要点,能够显著提高模具的可靠性和产品质量。设计师应结合具体产品需求,灵活应用内滑块方案,并注重细节优化,以实现高效、经济的模具生产。
如若转载,请注明出处:http://www.0755898.com/product/33.html
更新时间:2025-11-29 19:55:26